چطور با حرکت صحیح دست، جوشکاری حرفهای شویم؟
جوشکاری یکی از مهمترین و حیاتیترین فرایندهای صنعتی است که در انواع صنایع از ساخت و ساز، سولهسازی و اسکلت فلزی گرفته تا تولید خودرو، مخازن تحت فشار و خطوط لوله بهکار میرود و در آن دقت، استحکام و کیفیت جوش اهمیت بسیار بالایی دارد. دوام و مقاومت قطعات و سازهها به مهارت جوشکار، تنظیم صحیح آمپر، انتخاب الکترود مناسب و تکنیکهای جوشکاری بستگی دارد. در میان تمام عوامل مؤثر بر کیفیت جوش، بدون شک حرکت دست در جوشکاری یکی از اساسیترین و پرجستجوترین مهارتهاست که تفاوت بین یک جوش معمولی و یک جوش حرفهای، استاندارد و بادوام را مشخص میکند.
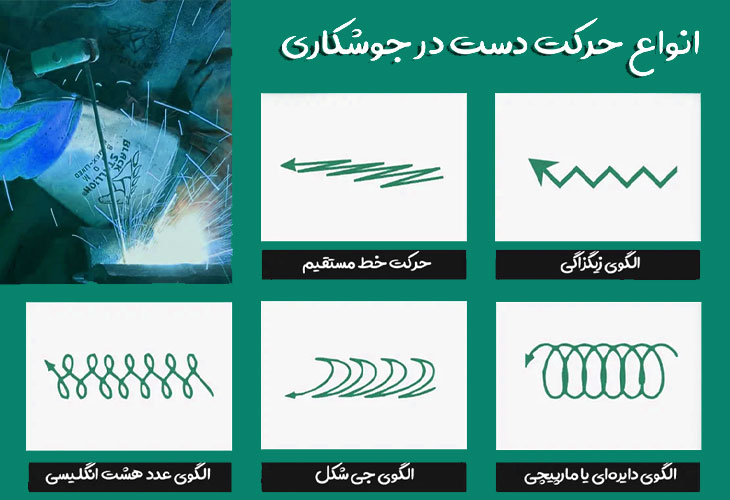
انواع حرکت دست در جوشکاری

تسلط بر تکنیکهای صحیح حرکت دست در روشهای مختلف مانند جوشکاری الکترود دستی (SMAW)، جوشکاری MIG/MAG، جوشکاری TIG و جوشکاری لوله بهطور مستقیم روی یکنواختی گرده جوش، عمق نفوذ فلز جوش، کنترل حوضچه مذاب و کاهش عیوب جوشی مانند تخلخل، بریدگی کناره (Undercut)، سوختگی لبه و عدم ذوب کامل تأثیر میگذارد. در واقع، الگوی حرکت دست جوشکار تعیینکننده شکل نهایی مهره جوش است و برای رسیدن به یک طرح منظم، یکنواخت و استاندارد در جوش نهایی لازم است حرکت مشخص و تکرارشوندهای با تورچ یا الکترود انجام شود. یک جوشکار ماهر باید بتواند حرکتهای مختلف دست مانند حرکت خطی، دایرهای، زیگزاگی و هلالی را در طول پاس جوش بهصورت پیوسته و کنترلشده حفظ کند تا در تست جوش و کنترل کیفیت نیز نتیجه قابل قبولی به دست آید.
حالت فیزیکی بدن در زمان جوشکاری
قبل از شروع هر نوع عملیات جوشکاری (ارگونومی جوشکاری و وضعیت صحیح بدن) با مشعل یا الکترود، جوشکار باید یک وضعیت فیزیکی و ارگونومیک مناسب داشته باشد. وضعیت صحیح بدن در جوشکاری نهتنها به کنترل بهتر و دقیقتر مشعل، تورچ یا الکترود کمک میکند، بلکه استقامت عضلانی را افزایش داده و از خستگی زودرس، لرزش دست و دردهای اسکلتی–عضلانی مانند کمردرد و درد شانه جلوگیری مینماید. برای به حداقل رساندن لرزشهای ناخواسته دست و تضمین ثبات در حین جوشکاری، توصیه میشود جوشکار مچ یا آرنج خود را روی یک تکیهگاه ثابت قرار دهد. این تکیهگاه میتواند میز کار، گیره، شاسی یا هر سطح محکم دیگری باشد که به ثابت ماندن دست و کیفیت بهتر خط جوش کمک کند.
انواع حرکت دست در جوشکاری و ارتباط آن با وضعیت بدن
در هنگام جوشکاری، بدن باید در یک وضعیت راحت، متعادل و ایمن قرار گیرد؛ پشت صاف، گردن در راستای بدن و شانهها ریلکس باشند. برای هدایت مشعل یا الکترود در مسیر خط جوش، بهتر است حرکت اصلی از ناحیه کمر و نیمتنه انجام شود و حرکات مچ و دستها کنترلشده و ملایم باشد. نگه داشتن آرنجها نزدیک به بدن باعث میشود کنترل بیشتری روی قوس الکتریکی، حوضچه مذاب و قطعه کار داشته باشید و همچنین خستگی عضلات دست و شانه کاهش یابد.
در جوشکاری الکترود دستی (SMAW)، برای رسیدن به حداکثر دقت و کیفیت جوش، معمولاً توصیه میشود که بیشترین میزان حرکت از مچ دست و ساعد انجام شود و از حرکتهای شدید با آرنج و شانه تا حد امکان پرهیز گردد؛ این کار به ایجاد گرده جوش یکنواخت، کنترل قوس و کاهش عیوب جوش کمک میکند.
نکته مهم دیگر اینکه زاویه دست، ماسک جوشکاری و ابزار (مشعل، تورچ یا الکترود) باید بهگونهای تنظیم شود که جوشکار دید واضح و کامل به مسیر جوش، نوک الکترود و محل تمرکز قوس الکتریکی یا پرتو لیزر داشته باشد. اگر قطعه کار قابل جابجایی است، قرار دادن آن در ارتفاعی بین سینه و کمر یکی از بهترین حالتهاست؛ این کار باعث کنترل بهتر روی پاس جوش، کاهش خم شدن بیش از حد کمر و افزایش دقت جوشکاری میشود و در نهایت به کیفیت بالاتر جوش و ایمنی بیشتر جوشکار منجر خواهد شد.
نحوه حرکت دست در زمان جوشکاری
الگوهای حرکت دست در جوشکاری (تکنیکهای حرفهای کنترل دست و تورچ) یک روش کاملاً هدفمند برای کنترل حوضچه مذاب، شکلدهی گرده جوش و افزایش کیفیت جوش هستند. انتخاب الگوی صحیح حرکت دست به عواملی مانند ضخامت فلز، نوع اتصال، نوع الکترود، میزان آمپر و استاندارد اجرایی کار بستگی دارد. بهطور کلی، تکنیکهای حرکتی به دو دسته اصلی تقسیم میشوند: حرکت خطی (Straight Bead) و حرکت نوسانی (Weaving).
1. حرکت خط مستقیم (جوش رشتهای – Straight Line Bead)
این روش که به نام جوش رشتهای یا جوش مستقیم شناخته میشود، سادهترین و پرکاربردترین تکنیک جوشکاری است. در این تکنیک، جوشکار الکترود یا تورچ را بدون هیچگونه نوسان جانبی و تنها در امتداد خط درز جوش حرکت میدهد.
کاربردها و مزایا:
-
مناسب برای فلزات نازک، ورقهای سبک و اتصال لببهلب
-
سرعت اجرای بالا و آموزش آسان برای مبتدیان
-
مناسب برای جوشکاری در تمامی پوزیشنها (سقف، افقی، عمودی)
-
ایجاد حداقل اعوجاج و تغییر شکل
-
مناسب برای پاس ریشه (Root Pass) در بسیاری از اتصالات
این روش به دلیل نفوذ محدود، برای پر کردن شکافهای عریض و جوشکاری شیارهای عمیق مناسب نیست و گاهی گرده جوش از نظر ظاهری چندان جذاب یا یکنواخت نخواهد بود.

2. حرکت نوسانی (Weaving – جوش بافتدار یا پهلو به پهلو)
در این تکنیک، جوشکار الکترود یا تورچ را به صورت نوسانی و پهلو به پهلو در عرض اتصال حرکت میدهد. هدف اصلی این روش عبارت است از:
-
افزایش عرض جوش
-
پُر کردن شکافهای عریض یا شیارهای V و U شکل
-
تضمین همجوشی (Fusion) مناسب در کنارههای اتصال
-
مناسب برای فلزات ضخیم، سازههای سنگین، جوشکاری پاس پرکن و پاس نهایی

نکات کلیدی اجرای حرکت نوسانی :
-
حرکت سریعتر در مرکز حوضچه مذاب
-
مکث کوتاه در کنارههای جوش جهت همجوشی با لبهها
-
پیشگیری از عیوب جوش مانند:
-
بریدگی کناره (Undercut)
-
نفوذ ناکافی (Lack of Penetration)
-
تخلخل (Porosity)
-
یکی از نکات مهم در این الگو این است که عرض نوسان نباید بیشتر از ۳ برابر قطر الکترود یا سیم جوش باشد؛ در غیر این صورت ممکن است باعث نفوذ کم، گرده جوش نامنظم و افزایش ارتفاع اضافی جوش شود.
انواع حرکت با الگوهای نوسانی در جوشکاری و کاربرد تخصصی آنها
الگوهای نوسانی در جوشکاری حرفهای از مهمترین تکنیکها برای افزایش عرض جوش، کنترل حوضچه مذاب، بهبود نفوذ و پر کردن شیارهای عمیق هستند. هر نوع الگوی حرکت دست در جوشکاری برای هدف مشخصی طراحی شده و در پروژههایی که استحکام بالا، ظاهر مناسب و کیفیت استاندارد جوش اهمیت دارد، استفاده میشود.
حرکت دست با الگوی زیگزاگی، موجی یا هلالی
در این روش، تورچ یا الکترود بهصورت رفت و برگشتی، زیگزاگی، موجی یا هلالی (U شکل) از یک کناره اتصال به کناره دیگر حرکت میکند. این نوع حرکت نوسانی دست در جوشکاری باعث میشود عرض جوش افزایش پیدا کند و حوضچه مذاب بهتر کنترل شود.
برای رسیدن به کیفیت بالای جوش در این الگو، توصیه میشود:
-
حرکت در مرکز خط جوش سریعتر انجام شود.
-
در لبههای اتصال مکث کوتاه صورت گیرد تا فلز مذاب فرصت کافی برای همجوشی با دیوارههای فلز پایه داشته باشد.

این مکث کوتاه در کنارهها کمک میکند از بریدگی کناره (Undercut) جلوگیری شده، نفوذ جوش کاملتر شود و اتصال قویتری در لبهها شکل بگیرد. این روش باعث توزیع یکنواخت حرارت، نفوذ بیشتر و قابلیت پر کردن شیارها و شکافهای عریض میشود. به همین دلیل برای:
-
مواد و ورقهای ضخیم
-
جوشکاری عمودی رو به بالا
-
اتصالات لببهلب که نیاز به نفوذ عمیق دارند
بسیار مناسب و کاربردی است.
حرکت دست با الگوی دایرهای یا مارپیچی
در این تکنیک، حرکت دست جوشکار به شکل دایرههای کوچک منظم یا حرکات حلقهای و لوپی روی حوضچه جوش انجام میشود. در این حالت، تورچ یا الکترود بهصورت چرخشی حرکت کرده و فلز مذاب بهطور یکنواخت روی سطح اتصال پخش و کنترل میشود.
در این روش، شعاع حرکت دایرهای تأثیر مستقیم روی عمق نفوذ دارد:
-
دایرههای تنگتر → نفوذ عمیقتر و استحکام بیشتر جوش
-
دایرههای بازتر → نفوذ سطحیتر؛ مناسب برای روکشکاری و پاس نهایی
این الگو بهطور ویژه در:
-
جوشکاری محیطی لولهها (جوشکاری لوله، مخازن و اتصالات دایرهای)
-
اتصالات گوشهای
-
روکشکاری و جوش لایهای روی سطوح
-
جوشکاری در موقعیت تخت
کاربرد دارد و از نظر کنترل حوضچه مذاب، توزیع یکنواخت حرارت و ایجاد سطح جوش یکنواخت و زیبا بسیار مؤثر است.
استفاده صحیح از این الگوهای نوسانی در جوشکاری نقش مهمی در افزایش کیفیت جوش، کاهش عیوب و قبولی در تستهای بازرسی جوش دارد و یکی از مهمترین مهارتهایی است که هر جوشکار حرفهای باید به آن مسلط باشد.
حرکت دست با الگوهای ترکیبی و پیشرفته در جوشکاری
در کنار الگوهای ساده مثل حرکت خطی یا زیگزاگی، در جوشکاری حرفهای از یکسری الگوهای ترکیبی و پیشرفته حرکت دست استفاده میشود که برای کنترل بهتر حوضچه مذاب، افزایش استحکام جوش، پر کردن شیارهای عمیق و اتصالات مشکل طراحی شدهاند. این تکنیکها در جوشکاری سازههای فولادی، جوشکاری لوله، مخازن و پروژههای صنعتی سنگین کاربرد فراوان دارند.
🔹 الگوی J شکل در جوشکاری
در الگوی جی شکل (J-Weave)، حرکت دست شبیه زیگزاگ است، اما در انتهای هر رفت، یک حرکت شلاقی یا مکث کوتاه رو به بالا انجام میشود تا شکل حرف J ایجاد شود.
کاربردها و مزایا:
-
مناسب برای ورقهای نازک، مواد ظریف و اتصالات ریشه باز (Open Root)
-
بسیار مؤثر در پر کردن شکافها و اتصالات عریض
-
کمک به جبران ناهماهنگی در تنظیم دهانه ریشه و اتصالات نامنظم
-
ایجاد اتصال قوی در دیوارههای جانبی
نکته مهم:
در صورت بیدقتی، این الگو میتواند ریسک به دام افتادن سرباره، تخلخل و عدم یکنواختی گرده جوش را افزایش دهد؛ بنابراین بیشتر برای جوشکاران نیمهحرفهای و حرفهای توصیه میشود.

🔹 الگوی عدد هشت انگلیسی (Figure-8)
در این روش، تورچ یا الکترود به گونهای حرکت میکند که شکل عدد ۸ انگلیسی به صورت متقاطع در عرض اتصال ترسیم شود.
کاربردهای تخصصی:
-
مناسب برای اتصال دیوارههای جانبی و پر کردن شیارهای نامنظم
-
کاربردی در اتصالات T شکل، گوشهها و کنجها
-
کمک به کاهش سوختگی لبهها و توزیع بهتر فلز مذاب
-
قابل استفاده در جوشکاری در وضعیت سربالا (Overhead / 4G)
چالشها:
-
ممکن است سطح جوش را کمی ناهموار کند.
-
همپوشانی زیاد در حرکت میتواند باعث تجمع فلز جوش و افزایش ارتفاع اضافی شود.
🔹 الگوی مثلثی در جوشکاری
در الگوی مثلثی (Triangle Weave)، جوشکار تورچ را به شکل مثلثهای کوچک متوالی در طول خط جوش حرکت میدهد.
مزایا و کاربردها:
-
یکی از قویترین الگوهای حرکت دست بهدلیل توزیع یکنواخت حرارت و نفوذ یکنواخت
-
بسیار مناسب برای:
جوشهای طولانی و مستقیم
سطوح تخت و افقی
سازههای فولادی سنگین و تیرهای فلزی
-
کمک به کاهش اعوجاج و حفظ خطی بودن جوش
این الگو برای پروژههایی که استحکام بالا و ظاهری استاندارد نیاز است، انتخاب بسیار خوبی محسوب میشود.
🔹 الگوی گونیا یا C شکل
در الگوی گونیا / C شکل، حرکت دست به صورت منحنیهای نرم و متصل شبیه چند C کنار هم انجام میشود.
مزایا و کاربرد تخصصی:
-
مناسب برای فلزات ضخیم و مقاطع سنگین
-
ایجاد جوش صاف، یکنواخت و بادوام
-
توزیع حرارت یکنواخت در عرض اتصال
-
عملکرد عالی در مدیریت گوشهها، لبهها و اتصالات زاویهای
-
قابل استفاده در جوشکاری تخت، جوشکاری عمودی و جوشکاری لوله
این الگو بهویژه در صنایع نفت و گاز، پتروشیمی، سازههای فلزی و خطوط لوله کاربرد بالایی دارد و به جوشکاری با کیفیت استاندارد و قابل قبول در تستهای بازرسی کمک میکند.
| الگوی حرکت | توصیف مختصر حرکت | مزیت اصلی (هدف) | کاربرد اصلی |
|---|---|---|---|
| خط مستقیم | حرکت ثابت و مستقیم، بدون نوسان جانبی | کمترین تغییر شکل (اعوجاج)، بالاترین سرعت، سادهترین روش | ورقهای نازک، جوشهای طولانی، اتصال لببهلب |
| زیگزاگی / موجی / هلالی | نوسان رفت و برگشتی، همراه با مکث در لبهها | پر کردن شکافهای عریض، نفوذ و همجوشی بهتر | مواد ضخیم، جوشکاری عمودی رو به بالا |
| دایرهای / حلقهای | ترسیم دایرههای کوچک و منظم روی حوضچه مذاب | کنترل عالی حوضچه مذاب، توزیع یکنواخت گرما | جوشکاری لوله، پر کردن شکافها، جوشکاری در موقعیت تخت |
| مثلثی | ایجاد الگوی سهگوش (حرکت مثلثی) | کنترل دقیق حرارت، نفوذ یکنواخت، ظاهر زیبا | جوشکاری سربالا، سازههای با استحکام بالا |
| C شکل / گونیا | حرکت منحنی و صاف شبیه چند C متصل | مدیریت ماهرانه گوشهها، همجوشی ثابت در کنارهها | موقعیتهای افقی یا تخت، جوشکاری گوشهها و اتصالات زاویهای |
| J شکل | زیگزاگ همراه با کشش رو به بالا و مکث کوتاه | پر کردن شکافهای عریض، ایجاد اتصال قوی در دیوارههای جانبی | اتصالات عمودی، ریشههای باز، پیکربندیهای نامنظم اتصال |
| عدد هشت (Figure-8) | حرکت متقاطع شبیه عدد ۸ در عرض اتصال | همجوشی عالی در کنارهها، کاهش سوختگی لبهها | اتصالات T شکل و گوشهها، پر کردن شیارها و شکافهای نامنظم |
تنظیم دقیق پارامترهای حرکت دست در جوشکاری
حتی اگر الگوی حرکت دست در جوشکاری (سرعت و زاویه در جوشکاری حرفهای) بهدرستی انتخاب شود، اما سرعت حرکت دست و زاویه مشعل یا الکترود تنظیم نشود، نتیجه کار یک جوش ضعیف، پرعیب و مردود در تستهای بازرسی جوش خواهد بود. در واقع، کیفیت نهایی جوش، استحکام اتصال و عمق نفوذ بهشدت به توانایی جوشکار در کنترل سرعت و زاویه ابزار جوشکاری بستگی دارد؛ چه در جوشکاری الکترود دستی (SMAW) و چه در جوشکاری MIG/MAG و جوشکاری TIG.
توانایی کنترل سرعت جوشکاری
در فرآیند جوشکاری، حفظ سرعت یکنواخت حرکت دست یکی از اصلیترین مهارتهای یک جوشکار حرفهای است. سرعت باید بهگونهای تنظیم شود که:
-
نفوذ مناسب فلز جوش در فلز پایه فراهم شود.
-
حوضچه مذاب بهخوبی کنترل شود و از پاشش و حفرهدار شدن جلوگیری گردد.
-
احتمال سوختگی لبه، اعوجاج و تغییر شکل قطعه به حداقل برسد.
سرعت خیلی کم یا خیلی زیاد، هر دو از عوامل اصلی ایجاد عیوب جوش مانند بریدگی کناره (Undercut)، نفوذ ناکافی، عدم ذوب کامل و جوش سرد هستند.
اثر سرعت حرکت دست بر کیفیت جوش
🔹 حرکت دست خیلی کند
اگر جوشکار بیش از حد کند حرکت کند:
-
حرارت زیادی وارد منطقه جوش میشود.
-
احتمال سوختگی کنارهها، تغییر شکل قطعه و اعوجاج بالا میرود.
-
عمق نفوذ بیش از حد ایجاد میشود و گرده جوش بزرگ، برجسته و پرحجم خواهد شد.
-
ممکن است جوش از نظر ظاهری بد شکل و از نظر متالورژیکی حساس به ترک شود.
🔹 حرکت دست خیلی سریع
اگر سرعت حرکت دست بیش از اندازه زیاد باشد:
-
زمان کافی برای ذوب فلز پایه و همجوشی مناسب وجود ندارد.
-
جوش به صورت سطحی، کمعمق و ضعیف شکل میگیرد.
-
احتمال ایجاد بریدگی کناره، نفوذ ناکافی، عدم اتصال در ریشه و تخلخل افزایش مییابد.
-
گرده جوش باریک، کوچک و نامطمئن خواهد بود و در تستهای رادیوگرافی و التراسونیک بهراحتی رد میشود.

به همین دلیل، تنظیم سرعت حرکت دست متناسب با شدت جریان (آمپر)، قطر الکترود، نوع فلز و ضخامت قطعه از اصول اصلی تنظیم پارامترهای جوشکاری بهشمار میآید.
نکته مهم برای جوشکاران مبتدی
برای جوشکاران تازهکار توصیه میشود:
-
ابتدا با سرعت پایین و کنترلشده تمرین کنند تا:
-
رفتار حوضچه مذاب را بشناسند.
-
متوجه شوند چه زمانی فلز پایه بهخوبی ذوب و نفوذ کامل حاصل میشود.
-
-
پس از تسلط روی کنترل حوضچه، قوس و حرکت دست، بهتدریج سرعت را افزایش دهند تا به یک سرعت استاندارد و یکنواخت برسند.
با تمرین مداوم، جوشکار میتواند هماهنگی بین سرعت دست، زاویه الکترود، فاصله قوس و میزان ذوب فلز را بهخوبی درک کرده و به کیفیت جوش استاندارد و مورد قبول در پروژههای صنعتی و ساختمانی دست پیدا کند.
اهمیت زاویه مشعل یا الکترود در کیفیت جوشکاری
یکی از مهمترین پارامترها در کیفیت جوش، عمق نفوذ و شکل گرده جوش، نحوه زاویه گرفتن الکترود یا مشعل (تورچ) در جوشکاری است. زاویه نادرست مشعل میتواند باعث پاشش بیش از حد، نفوذ ناکافی، تشکیل حفره، ترک و عیوب جدی در جوش شود و حتی منجر به رد شدن جوش در تستهای بازرسی غیرمخرب شود.
زاویه نادرست مشعل یا الکترود
هرگونه انحراف زیاد از زاویه استاندارد، میتواند:
-
میزان پاشش (Spatter) را افزایش دهد.
-
باعث نفوذ کم و جوش سطحی شود.
-
منجر به عدم همجوشی، تخلخل و حتی ترک در گرده جوش شود.
زاویه فشار در جوشکاری MIG/MAG (Push Angle)
در جوشکاری MIG/MAG زمانی که مشعل به سمت مسیر حرکت جوش متمایل است (تورچ را به جلو هل میدهیم)، به آن زاویه فشار گفته میشود.
-
مناسب برای نفوذ کمتر اما ظاهر بسیار تمیز و یکنواخت
-
کاربردی در جوشکاری ظریف، روکشکاری و وقتی که ظاهر جوش اهمیت بالایی دارد
زاویه کشش در جوشکاری MIG/MAG (Drag Angle)
وقتی مشعل به سمت حوضچه مذاب متمایل است و تورچ را بهنوعی به عقب میکشیم، به این حالت زاویه کشش گفته میشود.
-
ایجاد حداکثر نفوذ در فلز پایه
-
تولید گرده جوش قویتر و عمیقتر
-
مناسب برای اتصالات با استحکام بالا، فلزات ضخیم و پاسهای ریشه

زاویه مشعل در جوشکاری TIG
در جوشکاری TIG بهدلیل حساسیت بالای فرآیند، کنترل زاویه مشعل اهمیت دوچندان دارد.
-
معمولاً توصیه میشود زاویه مشعل حدود ۱۰ تا ۱۵ درجه (تا حدود ۲۵ درجه) نسبت به حالت عمودی باشد.
-
حفظ فاصله مناسب بین نوک الکترود تنگستن و قطعه کار بسیار حیاتی است؛
-
نزدیک شدن بیش از حد یا تماس با قطعه، باعث آلودگی تنگستن، ناپایداری قوس و افت شدید کیفیت جوش میشود.
-
-
زاویه و فاصله صحیح، به تشکیل حوضچه مذاب پایدار، نفوذ یکنواخت و ظاهر بسیار تمیز جوش TIG کمک میکند.
در مجموع، زاویه صحیح مشعل یا الکترود در کنار سرعت مناسب حرکت دست، تنظیم آمپر و انتخاب الکترود یا سیم جوش مناسب، از پایهایترین اصول تنظیم پارامترهای جوشکاری حرفهای و دستیابی به جوش استاندارد، مستحکم و بدون عیب است.
تفاوتهای حرکت دست در روشهای متداول جوشکاری
نحوه کنترل دست و حرکت الکترود یا مشعل در جوشکاری بهشدت به نوع فرآیند بستگی دارد. در جوشکاری الکترود دستی (SMAW)، جوشکاری MIG/MAG (CO2) و جوشکاری آرگون TIG/GTAW، بهدلیل تفاوت در تغذیه فلز پرکننده، نوع قوس الکتریکی و ویژگی حوضچه مذاب، طرز حرکت دست و تنظیم پارامترها کاملاً یکسان نیست و هرکدام تکنیک و مهارت مخصوص خود را میطلبند.
🔹 جوشکاری الکترود دستی (SMAW) – نیازمند کنترل مداوم طول قوس
در جوشکاری برق یا جوشکاری الکترود دستی (SMAW)، الکترود روکشدار هنگام جوشکاری بهتدریج مصرف و کوتاه میشود. در نتیجه جوشکار باید:
-
بهطور مداوم الکترود را به سمت حوضچه مذاب پایین بیاورد
-
طول قوس الکتریکی (فاصله نوک الکترود تا حوضچه) را دائماً تنظیم کند
-
از نوسان بیش از حد یا چسبیدن الکترود جلوگیری کند
این فرآیند کاملاً دستی و مهارتمحور است و کوچکترین خطا در کنترل طول قوس، زاویه الکترود و سرعت حرکت دست میتواند منجر به عیوب جوش مانند تخلخل، بریدگی کناره، نفوذ کم یا جوش سرد شود.
در این روش معمولاً از الگوهای حرکتی خطی، زیگزاگی، هلالی و مثلثی استفاده میشود. اگرچه جوشکاری SMAW به مهارت، تمرکز و چابکی زیادی نیاز دارد، اما:
-
تجهیزات سادهتری دارد
-
برای کار در فضای باز، ارتفاع، روی سازهها و شرایط سخت محیطی بسیار مناسب است
-
در صنایع ساختمانی، سولهسازی و سازههای فولادی سنگین بهطور گسترده استفاده میشود
🔹 جوشکاری MIG/MAG (CO2) – حرکت یکنواخت و نرخ رسوب بالا
در جوشکاری MIG/MAG (جوشکاری CO2)، سیم جوش بهوسیله فیدر سیم بهطور پیوسته وارد حوضچه مذاب میشود. در این فرآیند، برخلاف SMAW، جوشکار درگیر کوتاه شدن طول الکترود نیست، بلکه باید:
-
حرکت دست بسیار یکنواخت، نرم و با سرعت ثابت داشته باشد
-
فاصله نازل تا قطعه کار را تقریباً ثابت نگه دارد
-
زاویه مشعل و جهت حرکت را بهدرستی تنظیم کند تا اسپاتر (پاشش) به حداقل برسد
بهدلیل نرخ بالای رسوب فلز جوش و توانایی جوشکاری مواد ضخیم، این روش امکان استفاده از الگوهای نوسانی بزرگتر و تهاجمیتر را فراهم میکند؛ مانند:
-
الگوی زیگزاگی، C شکل، موجی، یا عدد هشت
-
مناسب برای پاسهای پرکن (Fill Pass) و پاس نهایی روی سازهها و قطعات صنعتی
در جوشکاری MIG/MAG، تنظیم درست زاویه فشار (Push) و زاویه کشش (Drag) اهمیت زیادی دارد:
-
زاویه فشار → ظاهر زیباتر، سطح صافتر، نفوذ کمتر (مناسب برای روکشکاری)
-
زاویه کشش → نفوذ بیشتر، استحکام بالاتر (مناسب برای فلزات ضخیم و سازههای مقاوم)
این فرآیند در صنایع خودرو، صنایع سنگین، خطوط تولید و سولهسازی بسیار پرکاربرد است و یکی از روشهای محبوب در آموزش جوشکاری CO2 به حساب میآید.

🔹 جوشکاری آرگون TIG/GTAW – دقیقترین و ظریفترین حرکت دست
در جوشکاری آرگون (TIG یا GTAW)، از الکترود تنگستن غیرمصرفی استفاده میشود و فلز پرکننده (فیلر) معمولاً با دست دیگر تغذیه میگردد. به همین دلیل این روش:
-
بالاترین دقت و کنترل در حرکت دست را نیاز دارد
-
برای جوشهای ظریف، استیل، آلومینیوم، قطعات ظاهری و دکوراتیو ایدهآل است
در TIG، جوشکار باید:
-
زاویه مشعل را معمولاً بین ۱۰ تا ۱۵ درجه نسبت به عمود روی قطعه تنظیم کند
-
فاصله نوک تنگستن تا حوضچه مذاب را کاملاً ثابت و کوتاه نگه دارد
-
با دست دیگر، سیم جوش را بهآرامی و کنترلشده وارد حوضچه کند
به همین دلیل، حرکت دست در جوشکاری TIG بسیار محکم، ریز، کنترلشده و نرم است. اغلب از:
-
الگوهای نوسانی کوچک، دایرهای، مثلثی و موجی ظریف
-
برای بهبود ظاهر جوش، نفوذ یکنواخت و کنترل حرارت در ورقهای نازک
استفاده میشود. این روش در پروژههایی که ظاهر جوش، تمیزی خط جوش و کیفیت متالورژیکی بالا اهمیت دارد (مثل استیلکاری، قطعات غذایی، پزشکی، خطوط بهداشتی و صنایع دکوراتیو) جایگاه ویژهای دارد.
در جمعبندی میتوان گفت:
-
در SMAW → تمرکز اصلی روی کنترل طول قوس و هدایت الکترود در حین مصرف شدن آن است.
-
در MIG/MAG → مهمترین فاکتور، حرکت یکنواخت و تنظیم صحیح زاویه مشعل با فیدر سیم است.
-
در TIG → حساسترین بخش، کنترل همزمان زاویه مشعل، فاصله نوک تنگستن، تغذیه فیلر و حرکت بسیار دقیق دست است.
درک این تفاوتهای حرکت دست در انواع جوشکاری یکی از کلیدیترین مباحث برای هر فردی است که بهصورت حرفهای وارد آموزش جوشکاری و کار در صنایع فلزی و سازهای میشود.
سازگاری حرکت دست با موقعیتهای مختلف جوشکاری (F و G)
در آموزش جوشکاری حرفهای، فقط یادگیری الگوهای حرکت دست کافی نیست؛ بلکه لازم است این حرکات با موقعیت جوشکاری (وضعیت جوش) هم سازگار شوند. موقعیتهای جوشکاری بر اساس قرارگیری قطعه کار نسبت به جوشکار تعریف میشوند و هر وضعیت، تکنیک مخصوصی برای کنترل حوضچه مذاب، غلبه بر نیروی جاذبه و جلوگیری از ریزش فلز جوش میطلبد.
بهطور کلی:
-
وضعیتهای صفحهای (Fillet / Flat / Horizontal / Vertical / Overhead) با کد F و G (مثل 1F، 2F، 1G، 2G، 3G، 4G) شناخته میشوند.
-
موقعیتهای جوشکاری لوله با کدهایی مثل 1G, 2G, 5G, 6G تعریف میشوند که در آزمونها و گواهینامه جوشکاری بسیار رایجاند.
🔹 وضعیت تخت (Flat Position – 1G / 1F)
جوشکاری در وضعیت تخت سادهترین و متداولترین حالت برای شروع یادگیری جوشکاری است. در این حالت، جوشکار از بالا روی قطعه کار جوش میدهد و:
-
فلز مذاب بهکمک نیروی جاذبه بهخوبی پهن میشود
-
کنترل حوضچه مذاب آسانتر است
-
احتمال ریزش و چکهکردن مواد مذاب بسیار کم است
حرکت دست مناسب در جوشکاری تخت:
-
استفاده از حرکت خط مستقیم، زیگزاگی یا دایرهای برای ایجاد پوشش یکنواخت روی درز جوش
-
در جوش مهره رشتهای (Stringer Bead)، توصیه میشود:
الکترود یا فیلر در زاویه حدود ۴۵ درجه نسبت به قطعه کار گرفته شود
حرکت دست آهسته، یکنواخت و رو به جلو انجام شود
این وضعیت برای ورقهای تخت، سطوح افقی، جوشکاری ریشه و پاسهای پرکن بسیار پرکاربرد است.
🔹 وضعیت افقی (Horizontal Position – 2G / 2F)
در جوشکاری افقی، خط جوش در امتداد یک محور افقی قرار دارد. این حالت نسبت به تخت، چالشبرانگیزتر است؛ زیرا:
-
گرانش تمایل دارد حوضچه مذاب را به سمت پایین بکشد
-
اگر کنترل نشود، فلز جوش به سمت پایین ریزش کرده و گرده جوش نامنظم میشود
برای کنترل حوضچه مذاب در وضعیت افقی معمولاً:
-
کمی سرعت جوشکاری افزایش داده میشود
-
یا شدت جریان (آمپر) کاهش داده میشود تا حوضچه خیلی روان و روانرو نباشد
هرچه طول مهره جوش بیشتر باشد، فلز مذاب بیشتر تمایل دارد به سمت پایین حرکت کند؛ بنابراین ثبات سرعت و زاویه الکترود اهمیت بالایی دارد.

الگوهای مناسب حرکت دست در وضعیت افقی:
-
زیگزاگی، هلالی و C شکل
-
مناسب برای جوشکاری گوشهای، اتصالات T شکل و کنارههای ورقها
🔹 وضعیت عمودی (Vertical Position – 3G / 3F)
در جوشکاری عمودی، جوش در راستای بالا به پایین یا پایین به بالا زده میشود. از نظر استانداردهای جوشکاری و کنترل حوضچه:
-
معمولاً جوشکاری از پایین به بالا (Vertical Up) توصیه میشود
-
چون مهرههای جوش بهصورت لایهلایه روی هم قرار میگیرند
-
نوعی نگهدارنده پشت حوضچه مذاب ایجاد میشود
-
از سرازیر شدن مواد مذاب به سمت پایین جلوگیری میکند
-
نکات مهم حرکت دست در جوشکاری عمودی:
-
استفاده از آمپر پایینتر برای جلوگیری از ریزش حوضچه
-
حرکت باید پیوسته و بدون توقف طولانی در مرکز حوضچه باشد
-
مکث در لبهها برای:
-
نفوذ کامل در کنارهها
-
جلوگیری از بریدگی کناره (Undercut)
-
الگوهای حرکتی پیشنهادی:
-
زیگزاگی، هلالی، مثلثی
این الگوها به توزیع حرارت در جهت عمودی، پر کردن شکافها و کنترل حوضچه کمک زیادی میکنند.
🔹 وضعیت سربالا (Overhead Position – 4G / 4F)
وضعیت سربالا سختترین حالت در بین موقعیتهای جوشکاری است، چون جوشکار باید بالای سر خود جوشکاری کند و:
-
گرانش بهشدت در حال کشیدن مواد مذاب به پایین است
-
خطر چکه کردن فلز مذاب و پاشش روی جوشکار بسیار بالاست
-
نیاز به ایمنی، لباس مناسب و مهارت بالا دارد
برای موفقیت در این وضعیت:
-
شدت جریان جوشکاری باید نسبتاً پایین تنظیم شود
-
حوضچه مذاب باید کوچک، کنترلشده و غلیظ نگه داشته شود
الگوهای حرکت دست مناسب در جوشکاری سربالا:
-
دایرهای، عدد هشت انگلیسی (Figure-8)، مثلثی
این الگوها باعث کنترل بهتر حوضچه مذاب، کاهش ریزش، توزیع حرارت یکنواخت و ایجاد جوش محکم و مطمئن میشوند.
🔹 وضعیت پیچیده لولهای – 6G (جوشکاری لوله در زاویه ۴۵ درجه)
موقعیت 6G یکی از سختترین و تخصصیترین وضعیتهای جوشکاری لوله است. در این حالت:
-
لوله در زاویه حدود ۴۵ درجه نسبت به افق ثابت میشود
-
جوشکار باید در یک وضعیت ثابت، تمام محیط لوله را جوش دهد
-
در طول کار، جوشکار با ترکیبی از وضعیتهای تخت، افقی، عمودی و سربالا روبهرو است
به همین دلیل:
-
گواهینامه جوشکاری 6G یکی از معتبرترین گواهینامههاست
-
جوشکاری که آزمون 6G را با موفقیت طی میکند، معمولاً صلاحیت انجام اکثر پوزیشنهای دیگر جوشکاری لوله را نیز دارد
حرکت دست در جوشکاری لوله (6G):
-
باید کاملاً یکنواخت، پیوسته و بدون توقفهای طولانی باشد
-
سرعت نباید آنقدر زیاد باشد که نفوذ ناقص ایجاد شود
-
و نه آنقدر کم که حوضچه مذاب بیش از حد جمع شود و اعوجاج بالا رود
در جوشکاری خطوط لوله (Pipeline Welding):
-
الگوی دایرهای یا حلقهای یکی از رایجترین و مؤثرترین الگوها است
-
بهدلیل توزیع یکنواخت حرارت، کنترل عالی حوضچه و ایجاد اتصالات بدون نشتی بهصورت گسترده در صنایع نفت، گاز و پتروشیمی استفاده میشود.
در نهایت، سازگاری حرکت دست با موقعیت جوشکاری یکی از مهمترین عواملی است که کیفیت نهایی جوش، استحکام اتصال، قبولی در تستهای بازرسی و دریافت گواهینامه جوشکاری معتبر را تعیین میکند. جوشکاری که بخواهد حرفهای و صنعتی کار کند، باید این موقعیتها و الگوهای مناسب حرکت دست در هر وضعیت را کاملاً بشناسد و بارها تمرین کند.
نکات عملی برای تمرین و تسلط بر حرکت دست در جوشکاری
برای تبدیل شدن به یک جوشکار حرفهای، فقط دانستن تئوری کافی نیست؛ تمرین مداوم حرکت دست در جوشکاری، کنترل حوضچه مذاب و تسلط بر الگوهای مختلف جوش از الزامات اصلی است. در ادامه چند نکته کاملاً کاربردی و گوگلپسند برای آموزش جوشکاری و بهبود مهارت حرکت دست آورده شده است:
تمرین روی قراضه (قطعات آزمایشی)
قبل از جوشکاری روی قطعات اصلی و حساس، حتماً روی ورقها و قطعات فلزی قراضه تمرین کنید. این کار کمک میکند بدون استرس، سرعت حرکت دست، زاویه مشعل یا الکترود و کنترل حوضچه مذاب را تنظیم کنید. این روش در آموزش جوشکاری الکترود، MIG/MAG و TIG بسیار رایج است.
شروع آهسته و کنترلشده
در مراحل اولیه یادگیری، با سرعت پایین و حرکت آرام دست جوشکاری را انجام دهید. این کار به شما کمک میکند:
-
حس درست حرکت تورچ یا الکترود را پیدا کنید
-
وضعیت ارگونومیک مناسب بدن، فاصله چشم تا قوس و زاویه دست را تنظیم کنید
سپس با افزایش مهارت، میتوانید سرعت حرکت دست را تدریجاً بالا ببرید تا به سرعت استاندارد جوشکاری برسید.
تمیزکاری حرفهای سطح فلز قبل از جوشکاری
یکی از مهمترین نکات در کیفیت جوش و قبولی در تستهای بازرسی جوش، آمادهسازی سطح فلز است. قبل از شروع جوشکاری:
-
زنگزدگی، رنگ، روغن، چربی، گرد و غبار و هر نوع آلودگی سطحی را با سنگ فرز، برس سیمی یا حلال مناسب پاک کنید.
-
وجود ناخالصیها در ناحیه جوش میتواند باعث تخلخل، حفره، جوش سرد و عیوب متالورژیکی شود.
استفاده از دو دست برای کنترل بهتر مشعل یا الکترود
بهخصوص در مراحل اولیه آموزش جوشکاری یا هنگام اجرای جوشهای دقیق و ظریف، توصیه میشود:
-
تورچ یا الکترود را با دو دست بگیرید
-
یک دست نقش هدایتکننده اصلی و دست دیگر نقش حمایتکننده و تثبیتکننده داشته باشد
این کار لرزش دست را کاهش داده و کنترل روی قوس الکتریکی و حوضچه مذاب را بهطور چشمگیری بهبود میدهد.
تنظیم هوشمندانه آمپر و پارامترهای جوشکاری متناسب با الگوی حرکت
الگوهای مختلف حرکت دست در جوشکاری، نیاز به تنظیمات متفاوتی در آمپر، ولتاژ و سرعت حرکت دارند:
-
در الگوهای پهنتر مثل زیگزاگ، موجی، عدد هشت یا C شکل، معمولاً به گرمای ورودی بیشتر و تنظیم آمپر کمی بالاتر نیاز است تا حوضچه مذاب بهخوبی کل عرض اتصال را پر کند.
-
در الگوهای باریکتر مثل حرکت خطی (Straight Bead) یا مهره رشتهای، به تنظیمات ملایمتر و گرمای ورودی کمتر نیاز است تا از سوختگی لبه، اعوجاج و نفوذ بیش از حد جلوگیری شود.
نقش حرکت دست در تبدیل شدن به جوشکار حرفهای
حرکت دست در جوشکاری در واقع قلب فرآیند جوشکاری دستی است. هر الگوی حرکتی – از یک جوش خطی ساده تا الگوهای نوسانی پیچیده مثل زیگزاگی، دایرهای، مثلثی، عدد هشت یا C شکل – یک ابزار تخصصی برای کنترل حوضچه مذاب و کیفیت جوش بهشمار میآید.
یک جوشکار حرفهای با درک دقیق تأثیر:
-
سرعت حرکت دست
-
زاویه مشعل یا الکترود
-
مکث در لبهها و مرکز حوضچه
-
تنظیم صحیح آمپر و پارامترهای جوشکاری
میتواند با کنترل ارگونومیک صحیح بدن و اجرای درست الگوهای حرکتی، جوشهایی با بالاترین استاندارد کیفیت، استحکام و ظاهر مناسب تولید کند؛ بهطوری که در تستهای بازرسی چشمی، رادیوگرافی، التراسونیک و تستهای مخرب نیز نتایج قابل قبولی بهدست آید.
در نهایت، تمرین مداوم، کار روی قراضه، اصلاح تدریجی اشتباهات، استفاده از الگوهای مختلف حرکت دست و بررسی نتیجه جوش، مهمترین رمز تبدیل شدن به یک استادکار جوشکاری در صنایع ساختمانی، نفت و گاز، خطوط لوله و سازههای فلزی است.

